化工行业压缩机机组工艺流程与故障分析 以空气压缩机机组为例
在化工生产中,压缩机机组是动力与工艺过程的核心设备之一,其稳定运行直接关系到生产安全、效率与成本。本文将聚焦于空气压缩机机组,概述其典型工艺流程,并对其常见故障进行分析。
一、空气压缩机机组的典型工艺流程
空气压缩机机组的主要功能是将自由状态下的空气压缩,提高其压力,以满足工艺或动力需求(如仪表风、工艺风、气动设备驱动等)。一套完整的机组工艺流程通常包括以下几个核心环节:
- 进气与过滤:环境空气通过进气过滤器,去除其中的尘埃、颗粒物等杂质,洁净的空气进入压缩机。这是保护压缩主机、延长设备寿命的关键第一步。
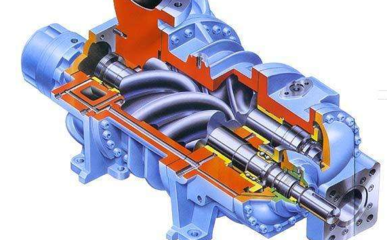
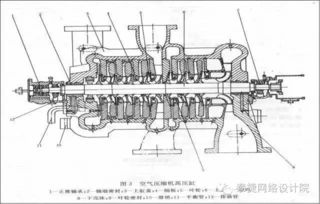
- 压缩过程:洁净的空气进入压缩机主机(常见类型有螺杆式、离心式、活塞式等)。在主机内,通过转子旋转(螺杆式)或叶轮做功(离心式),空气被压缩,其压力、温度随之显著升高。此过程是工艺的核心。
- 冷却与分离:从压缩机排出的高温高压气体进入后冷却器进行冷却,降低其温度。冷却后的压缩空气中会析出大量的液态水与少量润滑油(若为有油压缩机),随后进入气水分离器,将液态物质分离并排出系统。
- 净化与干燥(根据工艺要求):对于仪表风等高品质空气需求,冷却分离后的空气还需进入干燥设备(如吸附式干燥机、冷冻式干燥机)进一步去除水分,以达到所需的露点要求。
- 储气与输送:干燥洁净的压缩空气被送入储气罐缓冲、稳压,最后通过管网输送至各使用点。储气罐还能起到进一步冷却和分离少量残留水分的作用。
整个流程由控制系统(PLC/DCS)进行自动监控与调节,确保压力、温度、流量等参数稳定在设定范围。
二、空气压缩机机组常见故障分析
尽管工艺流程设计完善,但机组在长期运行中仍可能出现故障,主要可分为性能类故障和机械类故障。
1. 排气压力或流量不足
* 原因分析:进气过滤器堵塞导致进气量不足;压缩机内部磨损,间隙增大,内泄漏严重;气路系统(冷却器、管路、干燥器)存在堵塞或泄漏;卸载系统或控制阀故障;驱动电机转速下降。
- 应对措施:定期检查并更换进气滤芯;监测运行参数,适时维修主机;检查并清理冷却器,紧固管路连接;检修控制阀门与卸载机构;检查电源及驱动装置。
2. 排气温度异常偏高
* 原因分析:冷却系统效能不足,如冷却水量不足、水温过高、冷却器结垢或堵塞;润滑油量不足或油品劣化;温度传感器或控制仪表失灵;环境温度过高或通风不良。
- 应对措施:检查冷却水系统,清洗冷却器;检查油位,定期更换合格的润滑油;校验温度传感器与仪表;改善设备运行环境通风。
3. 机组异常振动与噪音
* 原因分析:机组地脚螺栓松动或对中不良;轴承、齿轮、转子等运动部件磨损或损坏;吸入异物或发生液击;管路支撑不当产生共振。
- 应对措施:紧固地脚螺栓,重新进行精确对中;停机检查,更换损坏的轴承或转子部件;确保进气洁净,防止液体进入;加固管路支撑,消除振源。
4. 润滑油系统故障
* 原因分析:油位过低或油压不稳;油过滤器堵塞;润滑油乳化或变质;油路泄漏。
- 应对措施:补充润滑油至规定液位,检查油泵及调压阀;定期更换油滤芯;分析油质,必要时彻底更换润滑油;查找并修复泄漏点。
5. 控制系统故障(如频繁加载/卸载、无法启动)
* 原因分析:压力传感器、温度传感器信号异常;控制模块(PLC)故障或程序错误;电气元件(接触器、继电器)损坏;安全保护装置(如压差开关、温度开关)误动作。
- 应对措施:校准或更换故障传感器;检查并修复控制程序与硬件;更换损坏的电气元件;检查保护装置的设定值与实际工况。
结论
对化工行业空气压缩机机组而言,深入理解其工艺流程是进行规范操作与维护的基础。而系统的故障分析则要求结合运行数据、设备状态与维护历史进行综合判断。建立并严格执行预防性维护计划(如定期点检、状态监测、润滑油分析),是减少非计划停机、保障机组长期稳定运行、实现化工装置安、稳、长、满、优运行的关键所在。
如若转载,请注明出处:http://www.zhinengkongfen.com/product/6.html
更新时间:2026-06-18 18:52:59